深入了解轧辊钢大口径不锈钢焊管海量货源产品,一部视频就够了,快来观看!
以下是:天津轧辊钢大口径不锈钢焊管海量货源的图文介绍
新物通物资(天津市分公司)专注于 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管行业,总部位于天津。 致力为客户提供高品质的 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管。 秉承“为客户创造更大价值”的使命,通过高品质的 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品,已经赢得河南、湖北、湖南、安徽、重庆等十余个省市客户的盛誉。


2、 铸造高铬钢轧辊
高铬钢轧辊是以其高铬钢(C:0.5-1.5%、Cr:8-15%)为辊身外层材质,以球墨铸铁为芯部材质,采用离心复合浇注工艺生产的,由于其辊身外层具有比高铬复合铸铁材质更加富铬的基体组织,耐磨性极好,此外,由于高铬钢轧辊辊身工作层基体组织中的碳化物含量较低,使其具有优良的抗热裂性,基于此,高铬钢轧辊是目前热连轧机粗轧辊选材的发展趋势。
3、离心复合高速钢轧辊
高速钢轧辊不仅具有高的抗热裂性,同时其高的耐磨性及红硬性可大大延长轧辊寿命,提高轧材质量,可用于热带连轧机精轧前段工作辊。
4、 半钢轧辊
半钢轧辊含碳量通常为1.4-2.4%,机械性能处于处于铸钢和铸铁之间,具有硬度降落小,耐磨性能高等特点,广泛用于型钢轧机粗轧和中轧机架、热轧带钢连轧机粗轧和精轧前段工作辊,当半钢含碳量大于1.9%时,称之为高碳半钢,高碳半钢由于碳含量较高,



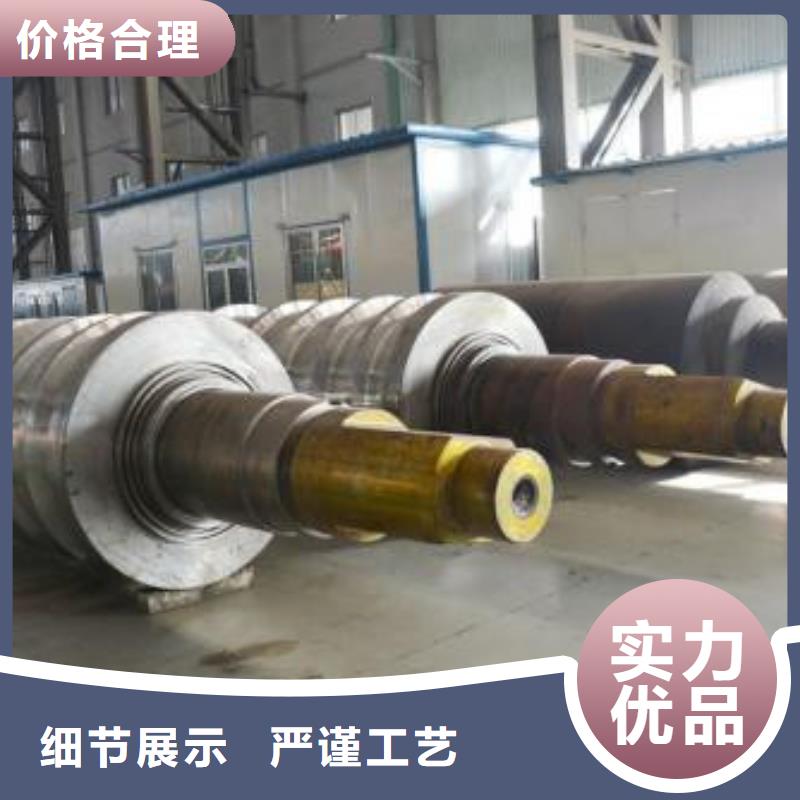
3、后续热处理中,采用喷雾淬火,以确保轧辊的硬度,淬火冷却后采取400℃以上的回火温度,以控制组织中的参与奥氏体量和应力。同时注意由于芯部球墨铸铁熔点较低,高速钢轧辊的正火温度应控制在980-1100℃。
离心铸造高速钢轧辊工艺优点:离心铸造高速钢轧辊工艺能减少了换辊次数,延长了轧制时间,降低了成本,提高了轧材表面质量,增加了产品市场竞争力,突出了铸造高速钢复合轧辊的优势。断裂韧性
耐热冲击性
抗热裂纹性
磨损量
摩擦系数
耐粘结率



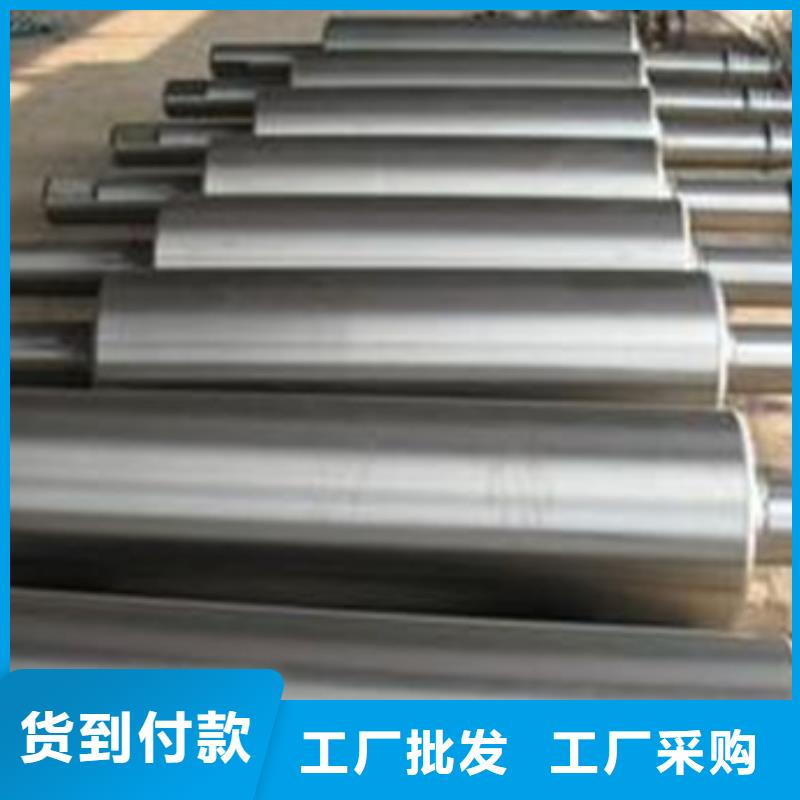
(1) 锻钢轧辊合金成分不断增加.5%Cr,8%Cr,半高速钢,高速钢等高合金钢在冷轧辊上的应用是一个趋势.同时轧辊材质会保持一种多样性,以适应不同轧制条件的需要.
(2) 新的辊坯复合制造技术的应用.为了适应轧辊表面高耐磨和心部高综合机械性能的要求,已经有厂商在探索电渣熔铸,CPC,OSPRAY等新型表面复合技术在轧辊毛坯制备上的试用.
(3) 新的轧辊热处理和加工技术的应用.大型数控机床的应用,计算机自动控制的加热炉和淬火设备的试用,可以增加轧辊的制造精度和表面均匀性,适应次轧机的需要.
高速钢轧辊特点,高速钢轧辊的特点主要体现在以下七个方面:





 扫一扫
扫一扫